


因此网纹辊必有微穴,那怕是印版上的滿版區域,仍旧是由微穴传墨的,而且这些墨穴会对柔印的将来产生決定性的影响。

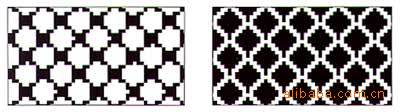
网纹辊60度与45度微穴之比较
网纹辊上60度网穴放大图(上)网纹辊上45度网穴放大图(下)
表面平滑/附著之關係
液体在光滑的表面上无法附着是长久以来的道理,汽车挡风玻璃上的水份与玻璃桌面上外溢的牛奶就是每天可以见得到的例子。这些液体不但不能湿润平滑的表面,反而会形成小水珠或任意的形状。
回來柔印话题,P.S版就是须经研磨以避免发生这种情形的。而凹印版筒也是被附以微穴以便携带印墨〈从前的平面状凹版,则是利用地心的引力以附着印墨的〉。
目前感光性樹树脂版的自然表面多是平滑又无孔的,使得印墨无法均匀附着于其上。滿版部份要印得好,就必須要更多的印墨與壓力才行,而過多的印墨與壓力,通常是柔印發生問題的主因。印版上轉移自紋輥的穴墨大大消除了,使用過多印墨與過大印壓的疑慮進而使得印刷品質更為提昇。
滿版上的網點
滿版上佈滿網點是克服柔性印版之表面平滑現象的一種方法,這在過去15年來柔印發展史中已經得到很多程度的成功。事實上,其工夫是如何在版上選擇最佳形狀,角度和粗細的網點,這也導致網紋輥業界之蓬勃發展。
第一階段的實驗,讓我們知道最佳網點大小是被以百分比來表示〈例如:96%,133線〉的,而真正的最適則是滿版上無網點部分的墨穴。
例如,無網點的滿版上96%的點有4%的微穴〈100-96 = 4〉則此4%在133線時的直徑為43 u。
此實驗是顯示並非百分比〈4%〉而是43 u的印墨轉移才是精確的。如43 u是最佳的微穴直徑則為何才1/133英吋的間隔而已〈是因133線的網屏嗎?〉為何不用1/800英吋的間隔〈以800線來計算?〉為何讓它只佔有4%的印版表面〈是因96%的網點嗎?〉為何不用微穴來佔有這40%或更多的版面呢?

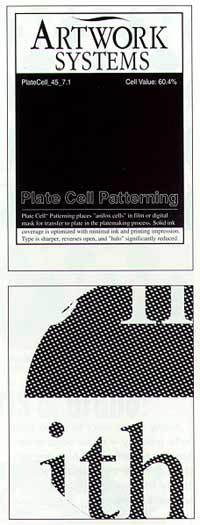
數位化網點
傳統的133線96%網點(上)印版網穴500線40%網點(下)
〝因此,紋輥須有墨穴,滿版區域也須有微穴。〞
經過研究,決定最佳傳墨的結果顯示,版上的微穴與紋輥上的墨穴應是同樣的大小。但是照此高頻率的比例來計算時,對正常的半色調網點卻產生了一個有趣的現象。
第一、無網點部份可用特殊的形狀,例如,無網點部之圓點,實際上為逆鑽石的形狀,在高頻的部分鑽石形變得很小,而不明顯無影響。
這種現象在16-bit或高線數網點時,就特別明顯,因為網穴形成時有時無。而即使網穴加大卻形成另外的問題,──因為連接的網點形成一個渠道常會影響網穴之正常功能。
印版上的影像網穴
在滿版地區的柔性版上附予網穴,其他則照一般的作法──不論是用CTP或影像產生器的方法都一樣,工作人員可選用適當的網穴以完成作業。網點產生器軟體會告知在滿版區域該用何種形狀之網穴和在正常情狀時,該用何種半階調網點。版上之微穴形狀,事實上,皆能輸出到任何的影像裝置來製作底片或數位印以供柔版印刷。

網點資訊
從一般的麥金塔印前軟體中的一頁顯示印版網穴如何因其他變數而被選用
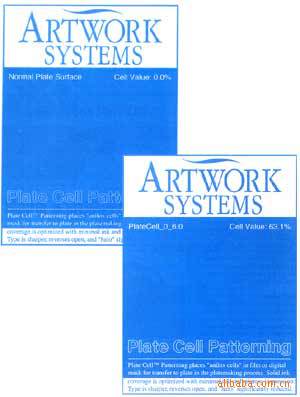
數位化網點
傳統的500線70%網點(30%網穴涵蓋)(左)印版網穴500線67%網穴涵蓋(右)
實際大小的影像(上)與24倍放大之滿版及反白區域(下)
網穴在複製過程中移轉,從數位擋案到底片到印版由於網穴的形狀是由相對少數的因素在高頻之下所形成如果以柔版印刷所需來調製的話就可得到柔版的最佳效果,這個結果是平滑的微穴,具有高濃度而又鮮銳的邊緣。網穴也可放大給柔印影像調整之用。這種放大的效果彌補了最後在版上網穴的收縮。

數位化網點(上)底片上之網點(中)與印版上網穴(下)之比較
許多人選擇佈滿網穴在所有的滿版上,高頻印版微穴的另一個好處為在細字及線條上也可賦予印刷網穴。
當然,印前/製版技術是在抵擋對印刷時的衝擊,印版上的網穴主要有五個好處。
1?滿版更濃度
2?看起來更順眼
3?避免或消除光暈
4?正面影像更清晰
5?更開闊之反白寬度
濃厚、順眼之滿版
俱有網穴之印版比沒有網穴可以得到更濃度更順眼的滿版印刷,這是真的,不論是低墨量〈彩色印刷〉或高墨量印刷〈粗獷之線劃〉。以下為使用正常印刷及帶網穴印版在一印機上試行高墨量及低墨量之印刷樣品。

左上,為一般印版 左下,為網穴印版在低墨量時之印刷效果
右上,為一般印版 右下,為網穴印版在高墨量時之印刷效果
消除光暈〈透空〉
網穴印版顯示減少或消除光暈之印刷結果,以下為文字〈24點〉在同張紙上以正常印版印刷之樣品。

左上、下為24點大小之一般印版與網穴印版之對照
右上、下為6點大小反白之一般印版與網穴印版之比較
下圖為在同一張紙上印出線劃之寬度也多出1/8吋。
印刷效果:普通印版(上)網穴印版顯示無光暈現象
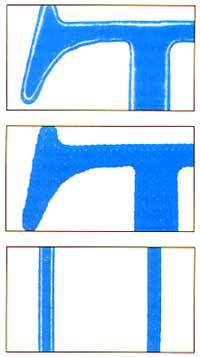
凸字更清晰,反白更開闊
凸字更清淅,反白更開闊,是網穴印版的特點之一。主要是因為光暈現象的減少/消除。
放大圖可以看出用普通印版時,反白之處感到快被填滿,凸字部分一直要擴大。而網穴印版卻在正常的距離就能看出其優越的地方。
節省印墨
最主要的好處就是減少印墨之使用量,網穴印版明顯地証實減少印墨的使用。使用網穴印版,可選用更微細之紋輥〈更微細之墨穴〉。
因此,更少的印墨就可以含蓋網穴印版而轉印到材料上。如用數字表示即由四十億減為三十億立方微米。〈減少25%〉。因此實際轉印到材料上的墨量是減少了。〈也是最大的轉移量〉。
目前,尚無確定的印墨節省的數據,從專業人士的說法得知其節省的量非常的大。如果對一個年用量100萬的公司來1%就是1萬了。10%就是省了10萬。其節省非常龐大,而研究專家們將會在網穴印版技術更為成熟時,提出更具體的資料。
左上為普通印版之實際尺吋
右下為網穴印版
普通印版之放大圖
下為網穴印版,網穴使字體更清晰,反白更凹陷
印刷測試
網穴印版因線數、角度和大小而有所不同,總共會有400種的選擇,問題是〝何者最適〞?其結果是視印刷條件而定。
最簡單的方法就是實際印刷測試,如圖十二有83種不同網穴的版塊,8種普通印版之與7種半階調的印刷比較以選擇最佳印紋的網穴。
此測試先是採用肉眼辨識,使用者以正常的視線距離〈手臂長度〉來分出滿版的平滑度與字體的鮮銳度,然後再用放大鏡分辨光暈現象〈透空〉,有的更使用濃度計或光譜照相儀器來判定何者的印刷最為濃厚。
選擇與使用
有兩種策略來選用網穴
1?最好的網穴
2?最通用的網穴
以純粹的技術感覺來說,每組不同的印刷條件會有不同最佳效果的網穴,因此就須試印各組的印刷條件與各種顏色以決定最好的網穴。
另一種方式是,最平常的網穴,基本的目標是找出一種網穴可供各種不同印刷條件的印刷,而得到比普通印版更好的效果。很多的測試在各種不同印刷之條件之下已被做過了。我們可以從其中來決定印刷效果最好的印版網穴。
適合一般印刷的網穴比普通印版可得極優越的印刷效果,因此,這種網穴就可適合於各組不同的印刷條件。進一步的測試顯示網穴印版轉移最少印墨而得到最佳印刷效果的則為各種條件下之最好用的網穴。所以,印刷人員的紋輥若在400~800線/吋之間且知道青色的印墨轉移最為困難時,只要使用800線之紋輥試印青色即可。其結果也可用來試印其他各個顏色。
轉移更多的印墨可能比通用的網穴印得更好但是通用的網穴可在各種條件之下比普通印刷得到更佳的印效。

20 X 30英吋之大印版以測試最佳網穴情況
將來的潛力
網穴印版無可置疑地將是柔版印刷的重大突破。其進展也會如40年前網紋輥被發明之後對柔印所作的偉大貢獻。
在滿版上加網穴也將有同樣的潛力,因為所有新科技術均不敢說可以〝改變一切〞,將來的事很難預料,但是從開發者的角度認為,製稿業者計劃以開放和彈性來引進這種展新的印版網穴系統。目前已經有兩種新產品問世。1?周邊掩遮技術2?半階調的版上網穴。
周邊遮掩技術直接減去了與線條網穴的交錯,目的是想去除線條邊緣的鋸齒狀。在400~800線的網穴時,此鋸齒狀就比凹版的150~200線來得小不足道,但是在某些情狀之下,可能還是感覺得出來。此系統在某些認為鋸齒邊緣可以減少光暈現象的人來說也可以有所選擇。
目前來說,印版網穴可以應用在100%滿版的區域,其效果已經在印製平滑,濃厚的暗部可以被明顯地看出來。現在,印刷人也很想把它推廣到有階調的區域去。

字邊掩蓋法使網穴印刷更為清晰

網穴印版在增加中間色調的濃厚度與平滑度,同時可達到100%的效果
利用結合〝優秀的混合網點〞與〝網穴印版〞技術在特定的階調/半色調的區域附予網穴,已是可能。
〝量子混合技術〞可使印版網穴消失,使原來的型狀看不出來,其最終目標是在暗部想增加平滑與濃厚感時使每個半階調的網點都視為是100%的滿版。